The advantages of applying laminated materials in intimate apparel industries are: 1) The process can integrate different material's characteristics and 2) Relatively high production values at low costs. For example, Fabric and Form are laminated in bra cup have attractive and finished look (Fabric)and Soft and cushioned feel (Foam).
Adhesive used in laminating fabrics
Three types of adhesives, solvent-based, water-based and hot-melt adhesives are usually used in intimate apparel industry.
Solvent-based adhesives
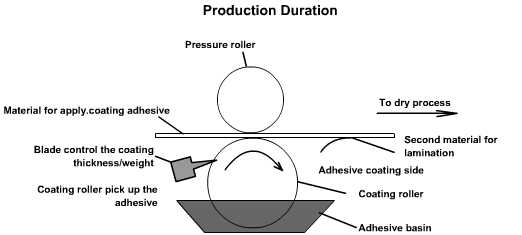
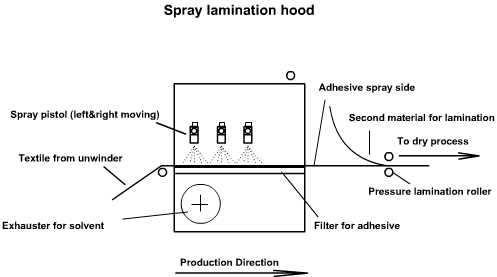
Solvent-based adhesives is an adhesives substantially dissolved in a solvent solution. The most traditional solvent are Polyurethane, Polychloroprene and rubber-based polymers. Solvent-based adhesives can be applied through the smooth roller, engraved roller and spraying-nozzle.
|
|
|
Water-based adhesives
Water-based adhesives use water as the carrier fluid, with the adhesive particles suspended in water, reducing the adhesive viscosity so that it can be applied to various substrates at varying thicknesses. Evaporation of the carrier fluid during the set and cure stages typically occurs in large ovens. Evaporation and cure also can take place in the open under ambient, non-thermal conditions. It is important to note that not all water-based adhesives are 100% solvent-free, but may contain some VOCs as assistants to the water base for proper viscosity or fluid control. Waterbased adhesives have been available since the 1970s. They are formulated from rubber compounds (as the base material), with various additives such as synthetic hydrocarbon resins or pine sap derivatives to increase strength characteristics.
Water is a relatively high surface tension material, and as a result, waterbased adhesives work well on other high surface tension materials like paper. Waterbased adhesives are best applied in longer production runs, as opposed to batch runs, since waterbased adhesives take longer to equilibrate on the backing material. A longer run results in an increase in the usable end product and ensures a profit on the run. Waterbased adhesives have some limitations that must be recognized. Waterbased adhesives do not work well with backings that have a low surface energy, such as plastic films, metal foils, vinyls and foams.
Hot-melt adhesives
The use of hot-melt adhesives for laminating textiles is relatively new compared with all the adhesives mentioned above. The idea of making hot melt adhesive is to manufacture a breathable material by membrane and adhesive. Under elevated temperature, the adhesive is melted and applied to the substrate via a rotogravure, spray or dot coating system. The adhesive is then cured and adhesion occurs in a very short period of time. All of these processes involve the use of environmentally friendly thermoplastic poweders, films, webs, etc., which are converted into adhesives during the coating processes. The characteristics of common hot-melts are presented as follows:
Here is the table which summarize the advantages and disadvantages on using different kind of adhesives in intimate apparel industry:
| Water-based adhesive | Solvent-based adhesive | Hot-melt | |
| Form | Solution or dispersion in water | Solution in solvent | Powder, Gel, web, film, Granules |
| Advantages |
|
|
|
| Disadvantages |
|
|
|
When surfaces are held together by interfacial forces, they are said to show good adhesion. Good adhesion requires very close contact. In the case of adhesive bonding this is achieved by flow of the adhesive and wetting of the substrate. Adhesion strength is the force required to pull the adhesive clearly from the surface.
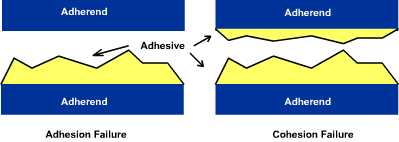
Cured adhesives, like other materials, can also be characterised by their internal strength, or the force required to cause permanent deformation. Adhesion is an intersurface property between adhesive and adherend. The strength of adhesion depends on the surface tension of the adherend and the surface energy of the adhesive. Adhesion is very important in the short term when the adhesive is applied. Cohesion is an internal property of the adhesive and its strength are depends on: 1) Crystallization-Internal molecular reorganization of the adhesive and 2)Crosslinking- Internal chemical crosslinking of the molecules. Cohesion is very important for the final performance of the adhesive. Good adhesion and cohesion are required to achieve high performance joints. Adhesives typically have a flow phase when they are applied, building up adhesion, followed by a hardening phase during which the cohesive strength builds up (Fig.2). A good adhesive has excellent properties of adhesion (the ability to stick to the surfaces to which it's applied) and cohesion (the ability to stick to itself). When you pull apart something that's been glued together and the adhesive comes right off the pieces, that's an adhesive failure. If the adhesive itself splits apart, leaving glue on either side of the joint, then that's a cohesive failure (Fig.3)

|
Fig. 1 Cohesion and Adhesion force of Adhesive

|
Fig.2
|
A laminated fabric or a combined or bonded fabric is a material composed of two or more layers, at least one of which is a textile fabric, bonded closely together by means of an added adhesive, or by the adhesive properties of one or more of the component layers.
Polymer materials which may not be easily formulated into a resin or a paste for coating, can be combined with a fabric by first preparing a film of the polymer, and then laminating it to the fabric in a separate process.
Preparation of fabrics
Scouring
It is a fundamental that material joined to the fabric must be strongly combined and must not separate throughout the lifetime of the product. Contamination problems can occur in many forms when treating textiles. Contamination is mainly undesirable material that causes poor wetting of adhesives. (The surface energy of the adherends will be decreased) In order to obtain good adhesion, fabric must be clean and free of any soiling.
Scouring is the most efficient method for removing the contamination on the fabric. silicone-containing spin finish from the fabric. Scouring (washing) is carried out in water with addition of detergent. Synthetic detergents, mainly non-ionic and anionic, are widely used, having good stability to hard water and are easy to remove during rinsing. Rope processing is normally carried out at pH 8.0-8.5 and 40˘XC or slightly higher temperature for open width processing. When adhesion is especially critical, and for the best possible adhesion, the fabric should be pure finished.
Heat Setting
After scouring, heat setting is carried out on fabrics to improve dimensional stability (prevent shrinkage) of the textiles. Heat setting is carried out on thermoplastic fabrics continuously in a stenter at a temperature higher than the temperature that will be used in the lamination process. The fabric will be in a stable and relaxed state so they are flat and at the correct width after heat setting process.
After heat setting, the ends of the fabric are sewn together to produce one long continuous length for uninterrupted continuous runs of production (batches). The batches will be subjected to the machine for lamination. All the material pieces should be of the same width.
| Go to Tutorials' Forum by clicking HERE |